
本文介绍了超声红外热成像技术原理与系统组成,并对国内的发展历程、发展现状进行了回顾和总结。重点针对仿真研究、复合材料损伤、疲劳裂纹、金属构件裂纹、混凝土零件裂纹应用领域的研究现状进行了详细论述,最后展望了超声红外热成像技术的未来发展趋势。
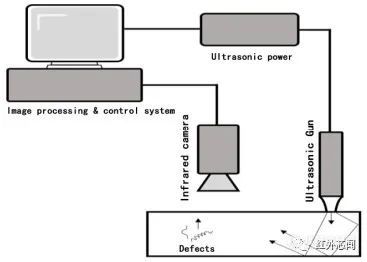
超声红外热成像系统一般包括超声激励源、红外图像采集系统、红外图像处理系统;超声激励源包括超声电源、超声换能器、超声枪,红外采集系统主要使用红外热像仪采集红外图像,超声红外热成像系统原理如图1所示。红外图像采集和超声激励之间需要同步,当超声枪头能量注入到试件表面时,红外热像仪开始采集图像,采集红外图像包括缺陷升温过程和降温过程。
超声红外热成像检测技术最早由美国弗吉尼亚大学于1979年开始研究,2000年,美国韦恩州立大学的Lawrence Dale Favro等人首先使用焊接发生器作为超声激发源进行金属疲劳裂纹检测。2003年,学张淑仪等采用超声红外热成像技术对铝合金板疲劳裂纹进行了检测研究。近年来,国内有很多团队对超声红外热成像技术进行研究,研究重点包括理论仿真、金属裂纹检测、疲劳裂纹检测、航空发动机叶片裂纹检测、复合材料冲击损伤。北京航空航天大学研究人员主要研究复合材料脱粘/冲击缺陷;哈尔滨工业大学研究人员主要研究金属表面裂纹以及超声锁相红外热成像技术;陆军装甲兵学院研究人员主要研究仿真、超声激励参数(预紧力,夹具,激励方式,激励位置)对检测结果的影响,并将该技术引入到装甲设备缺陷检测;湖南大学研究人员主要对复合材料平底孔缺陷以及冲击损伤缺陷进行研究;火箭军工程大学主要研究合金钢裂纹缺陷、复杂型面裂纹缺陷、复合材料冲击损伤;福州大学研究人员主要研究超声激励参数(不同方向、频率、幅值)对金属焊缝裂纹缺陷的影响;西南交通大学研究人员主要研究超声激励对混凝土板裂纹的检测;南京水利科学研究院研究人员主要研究激发频率、功率、预紧力、声波吸收能力对混凝土裂纹检测的影响;中国南方航空工业有限公司和南京诺威尔光电系统有限公司研究人员主要研究航空发动机喷涂前和喷涂后叶片裂纹检测;武汉理工大学研究人员主要研究复合材料的螺栓连接件裂纹缺陷和分层缺陷的检测。超声红外热成像系统的核心是预紧力单元和夹具单元,预紧力单元一般靠机械弹簧或者气动系统产生预紧力;夹具单元需要根据检测试件的结构进行优化设计,夹具单元采用医用胶带或者刚性耦合方式把超声耦合进试件中,从而会使得各研究机构的系统装置有所差异,图2展示了部分研究机构的超声红外热成像系统装置。

仿真研究金国锋对不同曲率复合材料裂纹缺陷进行仿真,仿真结果表明构件曲率越大,温升阶段斜率越大,缺陷信号越容易被激化。田干等用数值仿真方式研究了多模式超声激励形态,仿真结果表明多模式激励方法对于消除驻波非常有效,同时产生更为丰富的次谐波和高次谐波,可有效提高超声激励红外热成像技术的检测能力。徐欢等采用ANSYS和ABAOUS仿真软件对裂纹进行三维仿真,结合模态和谐响应分析手段,可以获取裂纹试件固有频率,对超声激励频率和裂纹生热提供了相关理论依据。郭怡等对宽度为10 μm钛合金裂纹进行了检测,并采用ANSYS模拟数值分析,与试验数据基本一致。蒋雅君采用ANSYS对混凝土板裂纹进行仿真,为混凝土裂纹检测提供了理论依据。
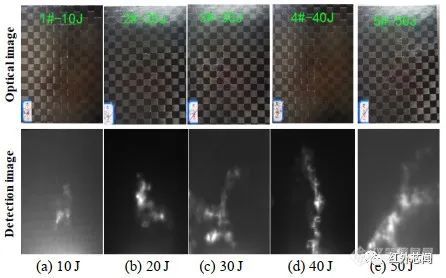
复合材料具有高比强度、高比刚度、耐腐蚀、耐老化、耐热性的优点,广泛应用在航空航天、新能源、建筑、汽车、体育等领域。复合材料在低速冲击下,承载能力弱、抗冲击性能差,容易出现基体开裂、分层、断裂等。J. Rantala、G. Busse等最早采用超声红外热成像技术检测复合材料内部缺陷。田干等采用超声红外热成像技术对航空复合材料进行数值仿真研究,建立含裂纹缺陷复合材料的有限元模型。金国锋、张炜等通过数值计算和试验研究了超声红外热成像技术对复合材料冲击损伤检测的适用性;吴昊等对复合材料螺栓连接件损伤检测,分析了螺栓预紧力对螺栓孔损伤生热特性的影响。李胤等研究了复合材料在不同冲击能量(24 J和29 J)的冲击损伤情况,检测结果与C扫进行对比,实验结果表明超声红外热成像技术具有检测速度快、检测精度高、结果直观的优点。杨正伟等研究复合材料在不同冲击能量(15 J和30 J)冲击下,复合材料分层损伤情况,检测结果与超声C扫进行对比,试验结果表明超声C扫损伤检测误差在30%,超声红外热成像损伤检测误差在5%。图3为作者采用超声红外热成像系统在不同低速冲击能量(10~50 J)下,复合材料冲击损伤检测图像,从图中可以看出冲击能量越大,损伤区域面积越大,且对于编织型复合材料,损伤裂纹具有延展性。
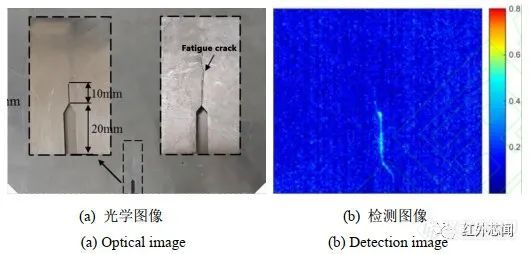
闵庆旭等验证了超声红外热成像技术可用于金属疲劳裂纹的检测;高治峰等对航空航天7075铝合金疲劳裂纹进行检测,模拟和试验研究了激励参数和生热关系,并研究了检测参数对检测效果的影响;激励源距离裂纹15 mm时,检测效果最佳,侧面激励和正面激励都可以检测出7075铝合金疲劳裂纹,但侧面激励效果好于正面激励。郭伟等对喷涂层下基体疲劳裂纹进行检测研究,涂层厚度为300~400 μm,该方式可用于拉-拉疲劳载荷的二次拉伸制备的疲劳裂纹。韩梦等模拟裂纹开口宽度(5~30 μm)对激励后最高温度影响,开口宽度增加导致裂纹面接触降低和摩擦作用的减弱,导致开口宽度越大,最高温度反而越低,最后通过试验进行验证,如图4所示制作的宽度为20 μm疲劳裂纹以及检测结果。
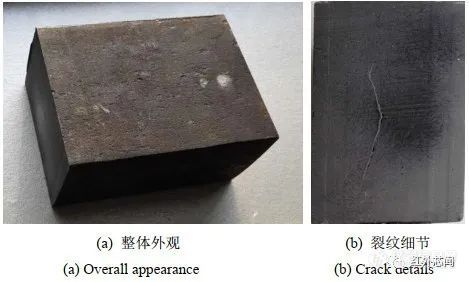
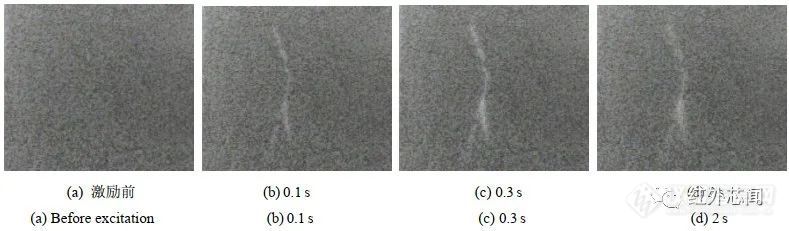
金属构件,特别是异形结构的金属构件,其内部或者表面裂纹缺陷采用光激励红外热成像技术检测都难以实现检测。Guo等检测重型铝制飞机结构裂纹,发现该技术对闭合裂纹的探测效果良好。李赞等对金属构件裂纹发热情况开展研究,研究表明当激励于最佳位置时,裂纹发热最高。江涛等对汽车轮毂裂纹进行了检测,同时采用磁粉检测技术进行对比研究,对比研究发现超声红外热成像技术可以更好检测出轮毂内部裂纹以及看出裂纹延伸方向。敬甫盛等对35 kg重量的铁路机车钩舌进行裂纹检测,检测出中部L型裂纹和角端裂纹。冯辅周等对装甲车底板裂纹展开研究,表明该技术能够在3.5 s内实现对装甲车底板裂纹快速检测。作者采用超声红外热成像系统对8 kg锻钢块进行裂纹检测,裂纹位于试件端面,如图5所示,图5(a)为试件整体外观,图5(b)为试件端面图像,可以看出有一条无分叉的裂纹;检测结果如图6所示,展示了激励前后检测到图像的变化,对比激励前后图像可知,有一条裂纹信息,并且裂纹分叉了,存在一条隐裂纹,图6(c)中圈出部分,表明该技术可以探测到人眼看不见的裂纹信息。
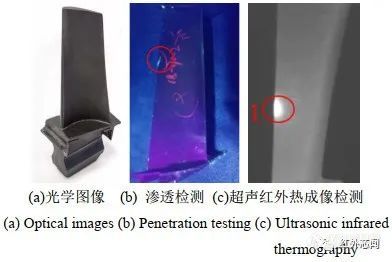
航空发动机叶片在交变拉应力、热腐蚀、扭转应力、高速冲击等复杂载荷的作用下,叶片容易生成裂纹。服役过程中,叶片裂纹在大应力作用下,小裂纹会扩展为大裂纹从而危害飞行安全。航空发动机叶片复杂,传统无损检测在复杂叶片时有各自的局限。借助超声红外热成像对试件形状不敏感的特点,国内外学者广泛开展了研究工作。Bolu等采用超声红外热成像技术对60个涡轮叶片进行检测,评估该技术对叶片裂纹检测的可靠性。寇光杰等采用ANSYS仿真模拟了合金钢叶片裂纹生热过程,采用激光切割预制裂纹进行检测,并分析了预紧力对检测效果的影响。苏清风对导向叶片和工作叶片服役过程中产生的裂纹进行检测,并测试预紧力对检测结果的影响。习小文等对航空发动机工作叶片进行研究,同时采用渗透检测进行比对,试验结果表明超声激励红外热成像可以检测出裂纹宽度为0.5 μm的裂纹信息,渗透检测无法检出,表明该技术对微小裂纹检测有优势。袁雅妮等针对2块无涂覆层和3块带涂覆层空腔叶片进行检测,并用荧光检测进行对比,结果发现荧光检测对于涂覆层空腔叶片容易出现漏检,表明超声红外热成像技术对受到叶片结构及涂覆层影响更小,能够检测含涂覆层空腔叶片裂纹。图 7为作者采用超声红外热成像系统对航空发动机工作叶片进行检测,同时采用渗透检测进行对比,图7(a)为工作叶片光学图像,图7(c)为超声红外热成像检测结果,可以看到叶片中部有一个裂纹,图7(b)为渗透检测结果,除了叶片中部裂纹,在叶片四周由于清洗渗透剂不干净,导致叶片边缘也会出现零星亮点区域。
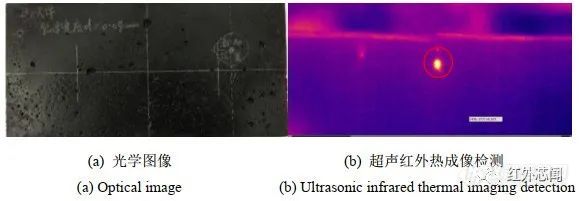
混凝土结构常见的缺陷是混凝土裂纹,裂纹严重削弱了混凝土结构的承载水平,加速了结构的老化程度,并严重影响了结构的安全性和耐久性。裂纹很难避免。一般来说,这项工作的主要目的是检测和处理裂纹。谢春霞等基于红外热像检测方法推导出了混凝土缺陷深度的定量计算公式;胡振华等以混凝土结构缺陷为检测目标,采用超声红外热成像检测技术对其进行了检测分析,证明了超声红外热成像缺陷检测技术对混凝土试件中肉眼不能发现的微小裂纹或隐裂纹的检测能力。Jia Yu等使用振动热成像技术检测混凝土零件中的裂缝,开发了声激励设备(声波和超声以及低功率和高功率激发设备),并研究了激发频率,功率和预紧力对声吸收能力的影响。Jia Yu等预制了充满标准微裂纹的预裂混凝土标本,以量化裂纹的可检测性,结果表明,超声激发热成像可以有效地检测出宽度为0.01~0.09 mm的混凝土裂缝。任荣采用ANSYS仿真研究V形裂缝混凝土板裂纹生热机理,并对激励位置、激励时间、激励频率等影响因素进行了模拟分析,图8所示为混凝土裂纹检测图像,圈出部分为裂纹区域。
超声红外热成像技术在金属材料中可识别0.5 μm宽度的裂纹,在复合材料中可识别1.0 μm的裂纹,在混凝土材料中可识别10 μm量级的裂纹。超声红外热成像技术具有选择性加热的特点,仅对裂纹区域加热,正常区域不加热,可检测复杂结构试件,非常适合于金属裂纹、混凝土裂纹、航空航天叶片裂纹、复合材料损伤等材料的检测。超声激励方式与光激励方式不同,光激励方式系统比较统一;超声激励方式由于试件结构复杂,同时需要夹具固定试件并对激励头施加预紧力,例如金属疲劳裂纹夹具、航空发动机工作叶片夹具、航空发动机导向叶片夹具都不同,需要根据试件制作各自合适的夹。
亚洲城官方登录入口
上一篇:高德PS400红外热成像仪怎么样 下一篇:有研新材2023年年度董事会经营评述